

一、气顶的介绍:气顶又名风梢、空气梢、气阀、气动顶针,在生产薄壁类无穿孔塑件情况下使用。与顶针相比,气顶通过空气阀控制气体,使得产品瞬间脱落,对产品无伤害。在需要快速顶出的自动化设备上,使用气顶相对顶针顶出更加容易脱模;在产品表面积较大,不容易脱落时,采用气顶顶出塑件时候力量更均匀,效果更佳。使用气顶结构的模具由于不需要使用其他顶出结构,可以使得模具的设计安装都比较简单,不需要不占空间,功能作用大,是目前顶出装置的最佳产品。

平板类产品
桶状、杯状产品

混合使用
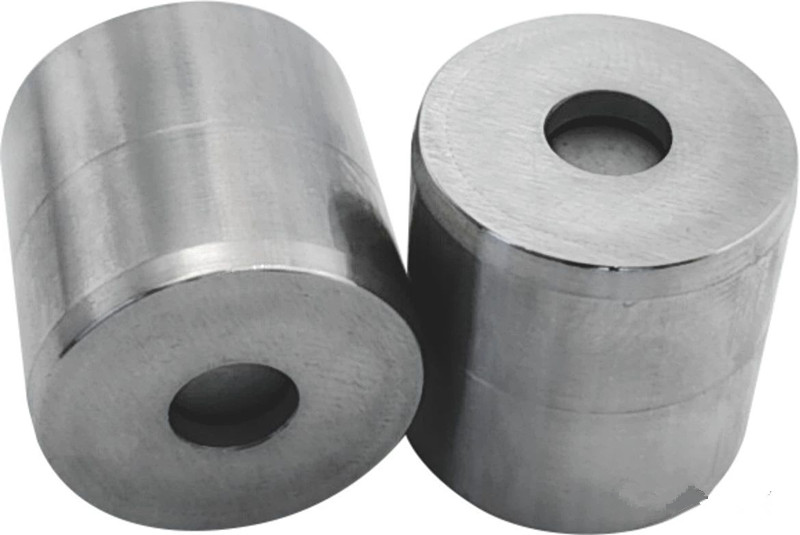
二、气顶的种类:气顶根据设计款式的不同,一般为普通气顶,美式气顶,西班牙气顶,德式气顶,日式气顶(这些产品三上精密模具配件均有生产和销售)。气顶的直径从5mm-30mm不等,不同的直径所对应的是不同的排气量和气压。各款气顶的款式虽不尽相同,但是使用原理大同小异。

普通气顶

美式气顶
西班牙式

德式气顶
三、气顶常见故障:
1、塑件产品毛刺多。塑件产品有毛刺的情况要进行具体分析,如果是气顶与模具安装孔之间的毛刺,这种情况可能是气顶开孔精度不够,或者气顶的外径公差大,圆度不够,导致气顶安装后气顶外壳与模具之间有缝隙造成。如果是芯子和气顶外壳之间的披风大,这种情况是气顶本身顶出面精度不够,顶出面和气顶面高低不平造成。另外有些气顶芯子的定位结构不同,同心度如果控制不好,在快速的开闭过程中,销子可能会有轻微转动,导致气顶芯子和外壳之间有间隙,这样不仅容易形成毛刺,还会容易进胶从而造成气顶难以闭合。
2、气顶使用一段后不易闭合,导致内部进胶。气顶不易闭合绝对多数情况是气顶内部进了杂质,比如加工铁屑碎末等,杂物卡在弹簧或者芯子和外壳之间,导致气顶闭合不严,一旦进胶,气顶就不仅不易闭合,甚至直接报废。杂物的产生一般有两种情况,第一,有些气顶在加工过程中,碎屑没有清理干净。第二,模具孔在加工过程中,孔道内部细微铁屑没有清理干净。
3、气顶使用一段时间后,正常气压无法顶出,造成卡死。气顶卡死情况一个主要原因是气顶加工精密度不够,顶出销子与气顶本体之间未能严丝合缝配合,销子在高压下与气顶本体之间快速冲击,时间长后销子与本体之间越卡越紧,最后导致不能顶出。另外就是气顶在装配的过程中,装配过紧,导致卡死。
针对以上气顶常见故障,三上最新推出市场的VAN式气顶能够较好的解决这个问题。VAN气顶是我们十几年来不断对前代产品的改良以及大量实验的基础上设计出来的。
1、经过多次试验,找到气顶与外壳斜度配合最佳角度,挤压分力减小,不再卡死,锥面同时作为支撑面和配合面,密封更精密,不易卡死,而且不易产生飞边毛刺。
2、内部芯子经过特殊设计,保证不会转动,也就避免了顶出面由于芯子转动造成的不平整。
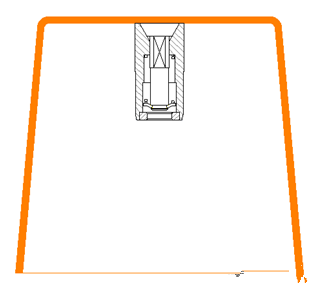
3、特别设计垫片,垫片内有滤网,可以将杂质阻挡在气顶之外。另外垫片是的气顶的拆卸更加方便。产品内部结构及示意图

垫片能够杜绝铁屑进入气顶

维修更换时,有垫片保护,不损伤气顶
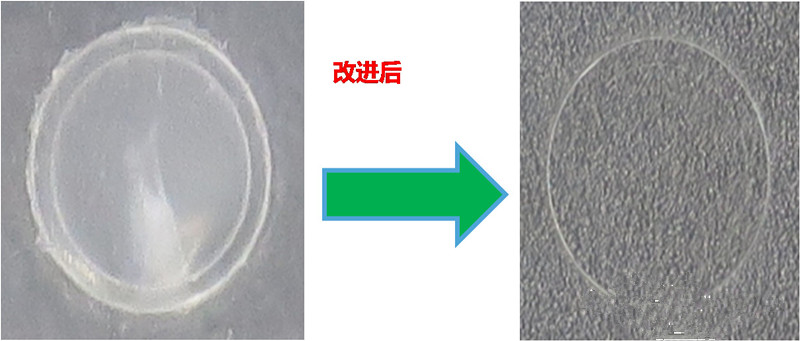
明显得到改善
安装要点:气顶的精密度相对较高,这要求气顶在使用过程中必须注重以下几点,
第一,安装孔的精度。安装孔过大容易在气顶和模具之间形成缝隙导致毛刺,安装孔过小气顶容易导致气顶卡死。
第二、安装孔腔体的清洁。清洁不够铁屑如果进入气顶内部容易造成气顶无法闭合。
第三,安装方式正确。有些模具操作人员在安装时候直接用锤子把气顶向模具内部敲击,这种情况极易对气顶的内部结构造成损坏。正确的方法是垫上软垫,垂直往下,再慢慢敲入,气顶安装前先装入垫片,这样在日后维护时候如果需要取出气顶,敲击作用力在垫片上,不会造成气顶的损坏。
如果一定要说缺点,那就是价格比普通气顶略高。
但是请注意,一套模具按照最多32个气顶的使用量来说,最多增加成本不到千元。但是节省的使用成本更加显而易见——注塑机停机成本,模具维修成本,产品不能及时交货的违约成本……孰轻孰重,还要看大家如何算账。
- 上一篇:模具制造验收标准大全
- 下一篇:模具生产中常见故障分析
 协会热线
协会热线  电子邮箱
电子邮箱 供求信息
供求信息 会员企业
会员企业